+7 (347) 216-40-07, +7 927-635-57-62
Лучшая цена. Простое управление. Не сложная эксплуатация
https://vk.com/public212450024
www.youtube.com/@stekloplastik-ufa.2023
www.ufa-metall.ru
+7 (347) 216-40-07, +7 927-635-57-62
Лучшая цена. Простое управление. Не сложная эксплуатация
https://vk.com/public212450024
www.youtube.com/@stekloplastik-ufa.2023
www.ufa-metall.ru





Линия для нанесения стеклопластиковой оболочки на внешнюю поверхность стальных труб от Ø219 мм до Ø1420 мм. Мод.05В-12/2023
Оборудование и технология нанесения защитной оболочки разрабатывалось по техническим заданиям от:
1. Производственно-техническое управление "АО ГАЗПРОМ СтройТЭК Салават" (Респ. Башкортостан, 2017г.)
2. Управление стратегического развития ПАО "ЧТПЗ" (г. Москва, 2019г.)
3. ОАО "Белтрубопроводстрой" (Респ. Беларусь, 2020-2021г.)
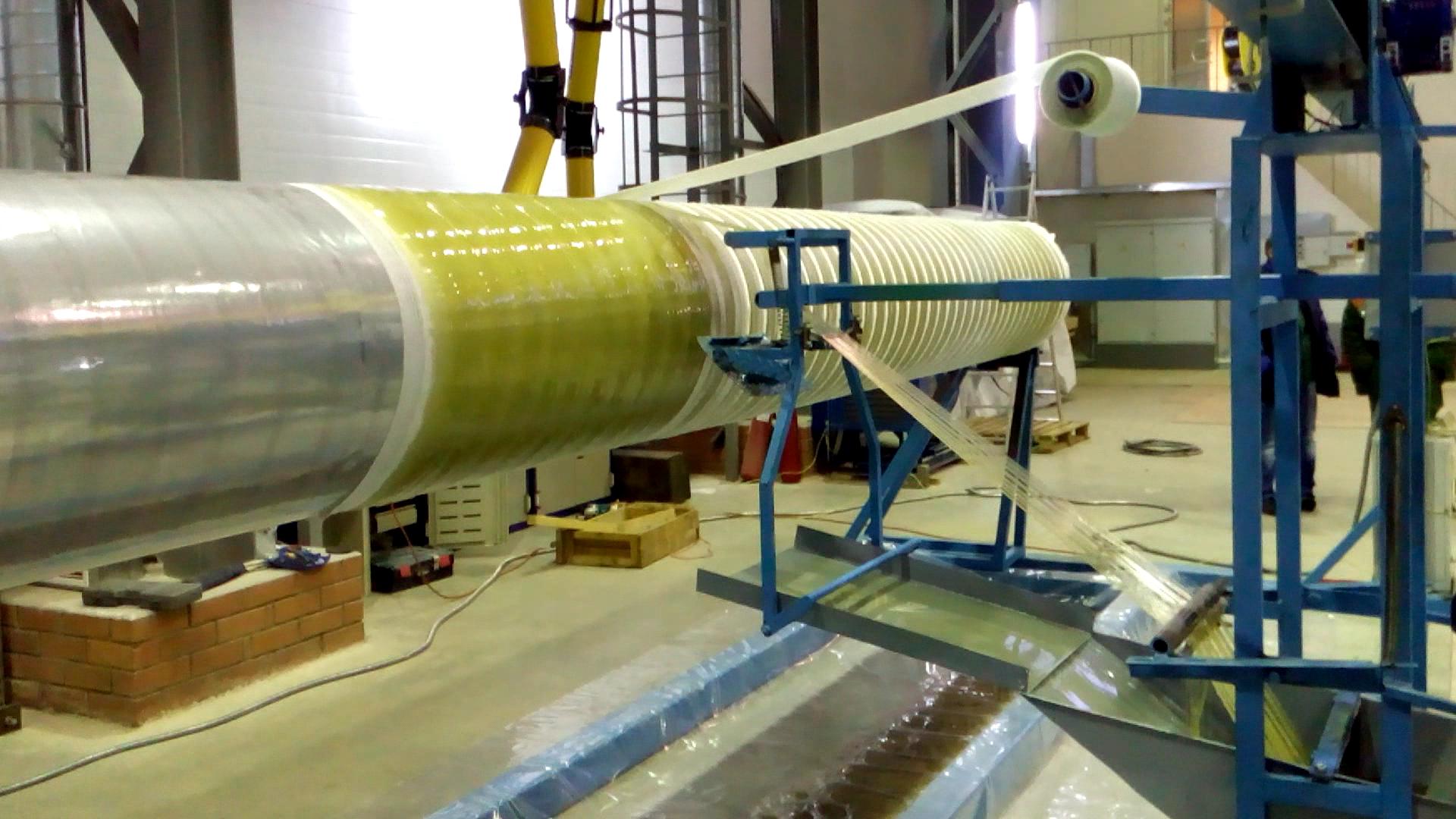
Описание технологической линии: Оборудование предназначается для нанесения защитной стеклопластиковой оболочки, толщина слоя 5-10 мм, на наружную поверхность стальных труб среднего и большого диаметра от Ø219 мм до Ø1420 мм с предварительно нанесенным антикоррозионным слоем из экструдированного полиэтилена, длина трубы 12,0-12,5м. Покрытие выполняется методом горизонтальной машинной намотки пряди стекловолокна (ровинг, класса Е-стекло), методом мокрой погружной пропитки пряди ровинга в полиэфирном связующем.
Применение труб с нанесенной защитной оболочкой: трубы применяются при монтаже трубопроводных систем методом протяжки плети трубопровода при горизонтальном бурении ствола прокладки трубопровода. Защитная оболочка сохраняет целостность антикоррозионного покрытия, выполненного из экструдированного полиэтилена.
Намоточное оборудование комплектуется основным и дополнительным оборудованием и оснасткой:
1.Стапель-накопитель труб - 5-6 труб Ø1420 мм, или более если меньшего диаметра - 2 шт;
2. Установка крацевания - механическая обработка поверхностного слоя экструдированного полиэтилена на 0,3-0,5мм для лучшей адгезии смолы с трубой;
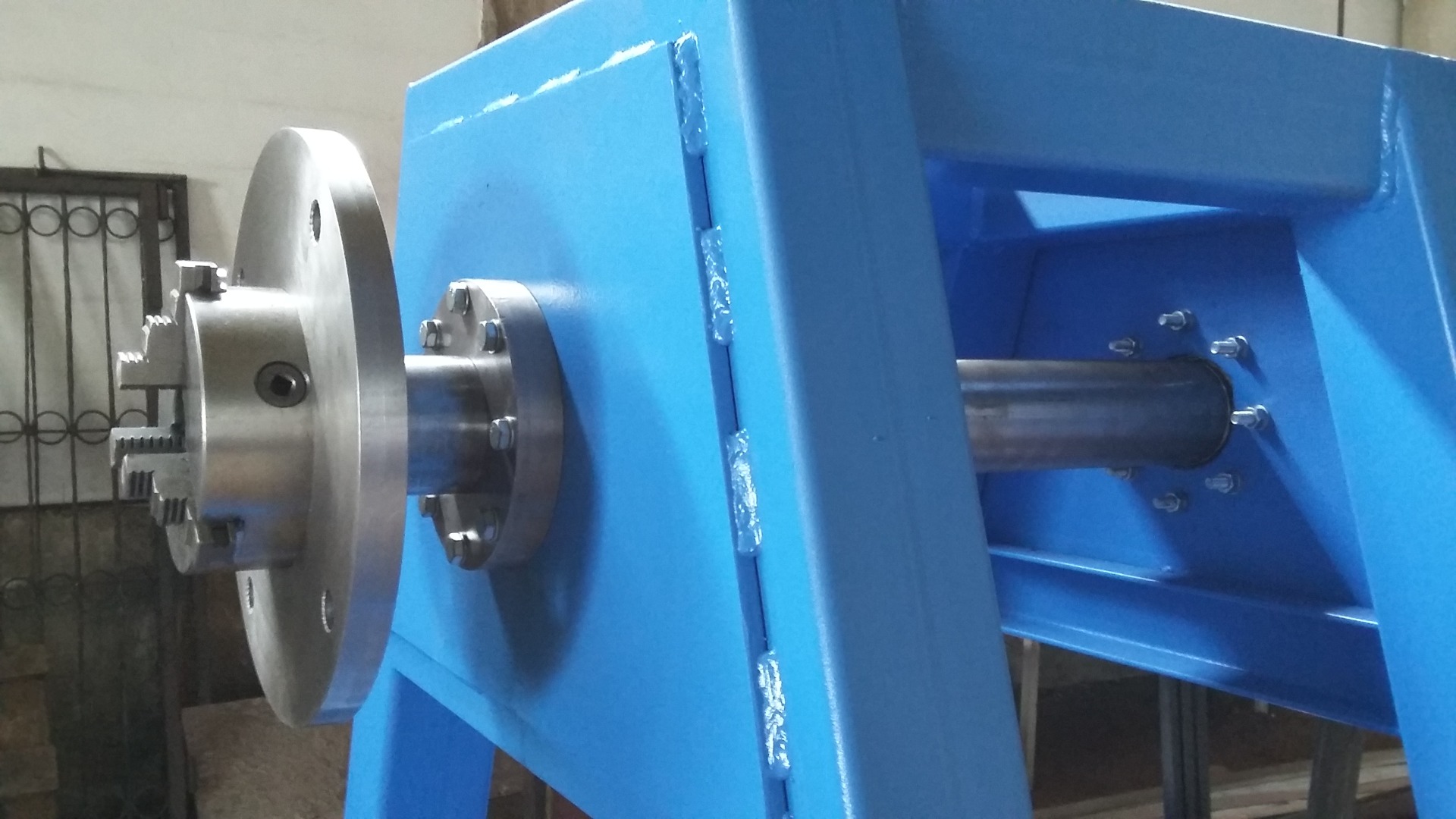
3. Станок намотки защитного стеклопластикового слоя. Толщина намотки от 5,0 - 20 мм и более. Длина и толщина намотки в автоматическом режиме;
4. Кран козловой на прямом рельсовом ходу, г/п 12 т. Кран ходит по всей длине линии - 40 м. Задачи крана: разгрузка труб с трубовозов на стапель-накопитель, установка труб на станок крацевания и намотки защитного слоя, снятие труб со станка, установка труб в камеру полимеризации, уборка труб на стенд контроля и проверки качества нанесенной защитной оболочки, погрузка со стапеля-накопителя на транспорт к участку складирования, либо на участок монтажа трубопровода. Управление краном осуществляется с подвесного пульта;
5. Камера полимеризации полиэфирного связующего верхней загрузки. Нагрев и обдув ТЭН-ами +80 гр.С... +85 гр.С в автоматическом режиме;
6. Стенд проверки и контроля качества защитного покрытия труб.
Производственная линия размещается на площади 1200 кв.м. (Ангар быстровозводимый сендвич-панель 24х50 м)
Производительность линии до 8 труб Ø1420х18,7 мм в 2 смены по 8 часов.
Персонал линии - 10 человек в 1 смену.
Нашими специалистами разработана технологическая карта всего производственного процесса нанесения защитной стеклопластиковой оболочки на трубы. Сделаны экономические расчеты данного типа производства.
Возможно предоставление финансовой модели запуска такого типа проекта с расчетными периодами 3-5 лет.


«Пока другие думают, размышляют и сомневаются, мы делаем..."
Заявка (опросный лист) 2024.doc
Простое управление. Не сложная эксплуатация.
www.youtube.com/@stekloplastik-ufa.2023
Verification: 40379d9d4f1790f8